 English
English русский
русский Español
Español 简体中文
简体中文Аналитика работы станка с бескулачковыми пружинами: распространенные проблемы и решения по техническому обслуживанию
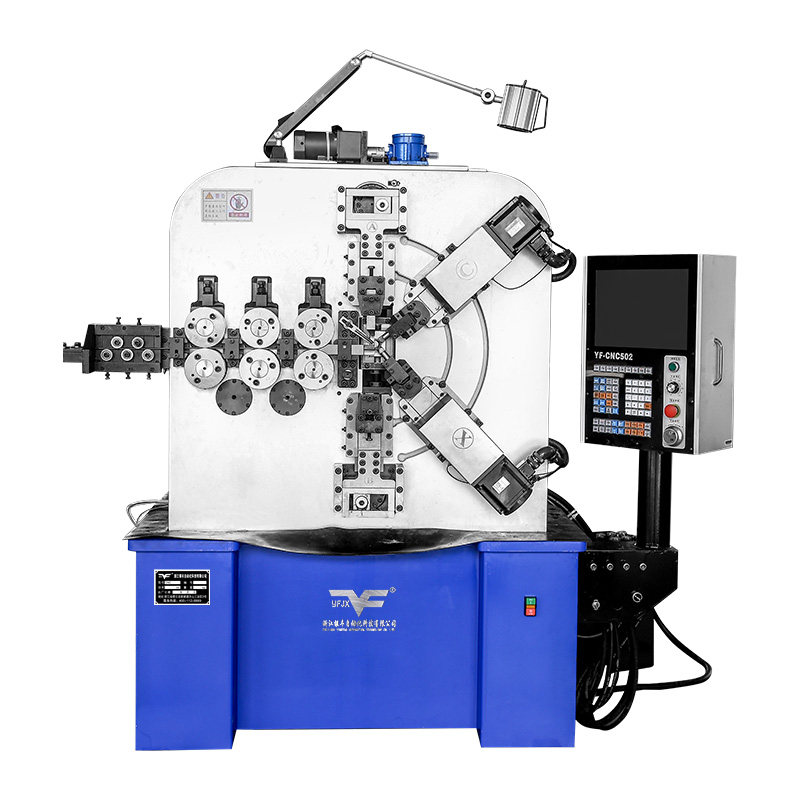
Новости отрасли-Внедрение любой передовой технологии требует обучения специалистов по эксплуатации и техническому обслуживанию. Бескулачковая пружинная машина , с его цифровыми системами управления и сервоприводной механикой, предлагает значительные преимущества в гибкости. Для последовательной реализации этих преимуществ крайне важно понимать его эксплуатационные характеристики и придерживаться структурированного подхода к техническому обслуживанию. В этой статье обсуждаются несколько областей, которые часто требуют внимания во время эксплуатации станка с бескулачковыми пружинами, и излагаются практические шаги по их решению.

Непоследовательная подача и обработка материалов
Постоянной темой обсуждения работы станка с бескулачковыми пружинами является подача проволоки. Такие проблемы, как неравномерная длина подачи или отклонения в формованном продукте, часто могут быть связаны с системой обработки материалов. Изношенные подающие ролики могут не надежно удерживать проволоку, что приводит к ее проскальзыванию. Аналогичным образом, проволока, которая не выпрямлена должным образом перед подачей в машину, может вызвать проблемы при формовке. Рекомендуется проводить регулярные проверки подающих роликов и правильных узлов. Обеспечение чистоты роликов и применение правильного давления для конкретного диаметра используемой проволоки может помочь поддерживать постоянный поток материала.
Сигнализация сервосистемы и координация движения
Серводвигатели, приводящие в движение оси инструмента, играют центральную роль в работе станка с бескулачковыми пружинами. Иногда эти приводы могут вызывать сигналы тревоги или отображать коды неисправностей. Такие события иногда могут быть связаны с самой программой движения, где слишком агрессивные настройки ускорения или замедления предъявляют высокие требования к сервосистеме. Просмотр и сглаживание профиля движения в программном обеспечении часто могут облегчить эту проблему. С механической точки зрения сигнал сервопривода может указывать на физическое сопротивление, например, на то, что инструментальный рычаг смещен или нуждается в смазке. Систематическая проверка подвижности движущихся частей машины на предмет свободного хода является конструктивным шагом.
Сохранение точности размеров с течением времени
В течение длительных периодов эксплуатации оператор может заметить постепенные отклонения в размерах изготовленных пружин. Это может происходить из нескольких источников. Инструменты, такие как формовщики и оправки, со временем изнашиваются, и для восстановления их первоначального профиля может потребоваться правка или замена. Еще одним соображением является возможность небольших смещений механических нулевых точек машины. Установление процедуры проверки и повторной калибровки этих исходных положений, как указано в документации станка, может помочь в обеспечении долгосрочной точности размеров.
Создание культуры упреждающего обслуживания
Надежная работа машины с бескулачковыми пружинами поддерживается культурой упреждающего технического обслуживания. Это предполагает не только решение проблем по мере их возникновения, но и их предотвращение с помощью запланированных мероприятий. Поддержание чистоты на рабочем месте, регулярная проверка герметичности электрических соединений и соблюдение графика смазки направляющих и подшипников — все это фундаментальные практики. Ведение журнала рабочих параметров и любых внесенных корректировок дает ценные исторические данные, которые могут упростить будущие усилия по устранению неполадок.
Эффективная эксплуатация машины с бескулачковыми пружинами предполагает сочетание знаний в области программирования, понимания механики и профилактического ухода. Сосредоточив внимание на подготовке материала, оптимизации программ движения и систематическом обслуживании, команды могут повысить эксплуатационную готовность оборудования и качество продукции. Цель состоит в том, чтобы получить глубокое представление об оборудовании, что позволит быстро и эффективно реагировать на типичные проблемы, которые могут возникнуть в условиях динамичного производства.
Наши продукты //
Сопутствующие товары




Авторское право © Zhejiang Yinfeng Automation Technology Co., Ltd.. Все права защищены. 