 English
English русский
русский Español
Español 简体中文
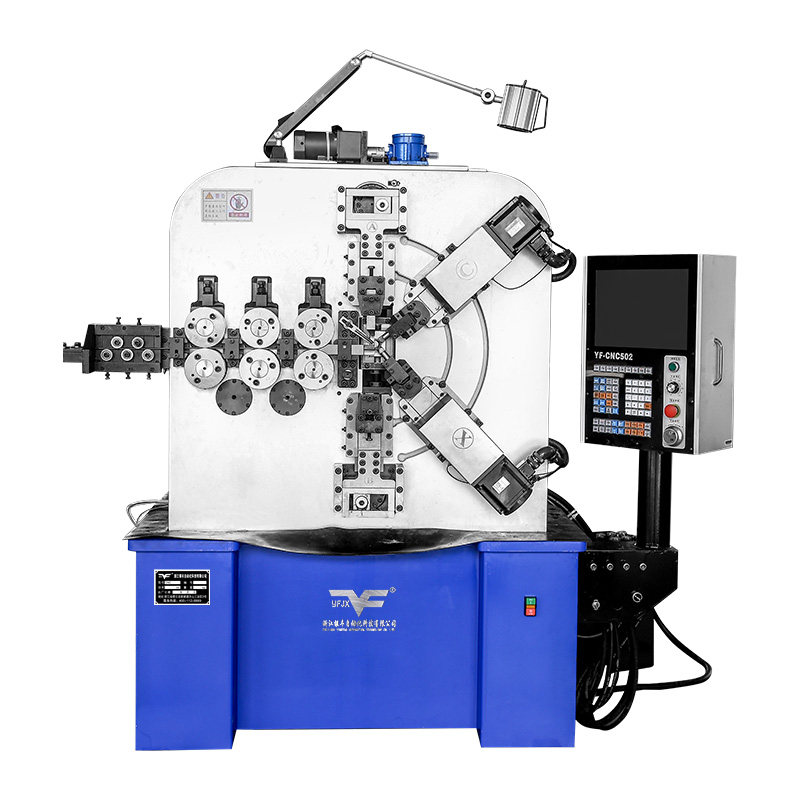
简体中文Сравнение технологии бескулачковой пружинной машины и традиционной технологии формовки пружин
Новости отрасли-Выбор между различными технологиями формования пружин предполагает оценку множества факторов. Бескулачковая пружинная машина представляет собой отход от методов, основанных на использовании камер, и понимание различий помогает производителям принимать обоснованные решения.

Механизмы управления и привода
Традиционные пружинные формирователи используют главный двигатель для привода распределительного вала. Кулачки, установленные на этом валу, толкают рычаги и ползуны, образующие проволоку. Все движения механически связаны, то есть время каждого действия фиксируется профилем кулачка. Изменение последовательности требует замены кулачков. Напротив, при бескулачковом подходе для каждой оси формования используются отдельные серводвигатели. Компьютер посылает сигналы каждому двигателю, и оси перемещаются независимо. Время и последовательность хранятся в программном обеспечении, а не в металлических формах.
Переключение и настройка
На обычном станке замена одной пружины на другую включает снятие существующего комплекта кулачков, выбор новых кулачков из имеющихся в наличии или их обработку, установку и регулировку упоров и направляющих. Этот процесс может занять от полдня до нескольких дней для сложных родников. В системе с сервоприводом оператор загружает другой программный файл. Положения инструментов могут потребовать небольших корректировок, но основные профили движения уже определены. Время переналадки часто составляет менее часа, а для более простых пружин - менее пятнадцати минут.
Диапазон геометрий пружин
Кулачковые машины хорошо работают со стандартными пружинами сжатия, пружинами растяжения и простыми пружинами кручения. Однако производство пружин с переменным шагом, переменным диаметром или пружин с множеством изгибов в разных плоскостях является сложной задачей, поскольку для каждой новой функции требуется специальный кулачок. Программируемая система обрабатывает эти сложные формы посредством многоосного скоординированного движения. Операторы могут создавать асимметричные формы, пружины с крючками в разных ориентациях и трехмерные проволочные формы без дополнительных механических деталей.
Профиль навыков оператора
Традиционный кулачковый станок требует знаний в области конструкции кулачков, их шлифовки и механической настройки. Опытные специалисты не всегда доступны, а их обучение занимает годы. Бескулачковая машина смещает требования к навыкам в сторону программирования и цифрового моделирования. Операторам необходимо понимать последовательность формовки, настройку инструментов и параметры программного обеспечения. Хотя это по-прежнему требует обучения, кривая обучения часто короче, и за разумное время можно обучить больше людей.
Долгосрочная структура затрат
Первоначальная цена покупки кулачкового станка обычно ниже. Однако текущие затраты включают хранение кулачков, их износ и замену, более длительное время переналадки и больший объем брака во время установки. Машина с сервоприводом требует более высоких первоначальных затрат, но снижает или исключает расходы на кулачки. Более быстрое переключение означает меньшее время простоя. Меньшее количество отходов во время установки экономит материал. За несколько лет использования общая стоимость владения бескулачковым вариантом может снизиться, особенно для магазинов, где продаются пружины разных типов.
Точность и стабильность
Кулачковые машины подвержены износу поверхностей кулачков, подшипников и связей. По мере износа компонентов точность формовки снижается. Необходимо регулярное техническое обслуживание и периодическая регулировка. Сервооси используют обратную связь с обратной связью, поэтому они сохраняют точность положения даже по мере старения механических компонентов. Контроллер постоянно исправляет небольшие ошибки. Это приводит к более стабильному долгосрочному производству и меньшему количеству сюрпризов в размерах деталей.
Пригодность для различных производственных сред
Крупносерийное производство пружин одного типа с малым количеством номенклатуры в течение многих лет может по-прежнему отдавать предпочтение кулачковым машинам, поскольку недостаток переналадки возникает редко. Для цехов с частыми изменениями конструкции, большим количеством деталей или небольшими объемами заказов бескулачковый станок предлагает явные преимущества. Многие современные производственные среды попадают в последнюю категорию. Тенденция к индивидуальной настройке и сокращению жизненного цикла продукции повысила интерес к программируемому формовочному оборудованию.
Наши продукты //
Сопутствующие товары




Авторское право © Zhejiang Yinfeng Automation Technology Co., Ltd.. Все права защищены. 