 English
English русский
русский Español
Español 简体中文
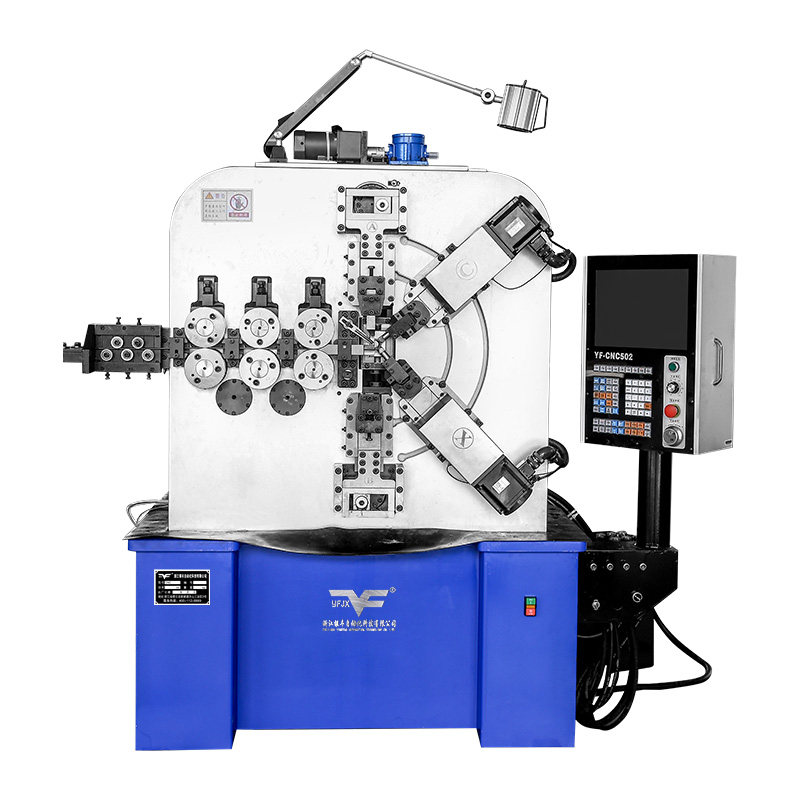
简体中文Сложные пружины теперь становятся проще с помощью станка для бескулачковых пружин
Новости отрасли-Традиционно считалось, что некоторые формы пружин трудно или невозможно сформировать на автоматическом оборудовании. Пружины двойного кручения, пружины с разным шагом в трех секциях и проволочные формы, изгибающиеся в нескольких плоскостях, часто требовали вторичных операций или ручной работы. Бескулачковая пружинная машина меняет эту ситуацию, позволяя программистам определять сложные траектории движения инструмента без физических ограничений кулачка.

Определение геометрической сложности
Сложная пружина может включать закрытый конец, секцию с переменным шагом, сегмент уменьшенного диаметра и крючок, изогнутый под необычным углом. Другой пример — двойная торсионная пружина с двумя витками, намотанными в противоположных направлениях от общей центральной ножки. Традиционные кулачковые машины не справляются с этими функциями, поскольку каждое действие формовки должно быть точно рассчитано по времени относительно других, а профили кулачков становятся чрезвычайно сложными. Многие магазины просто отказывались от таких заказов или назначали очень высокие цены.
Как многоосное программирование справляется со сложностью
Система с сервоприводом рассматривает каждую ось формования как независимый актер, который может перемещаться с любой скоростью и в любом положении в пределах своего диапазона. Программист записывает последовательность скоординированных ходов. В случае двойной пружины кручения машина может наматывать одну секцию в одном направлении, делать паузу, менять направление вращения и наматывать вторую секцию. Инструмент шага может перемещаться вперед или назад во время намотки, создавая переменный шаг. Все это определяется программным обеспечением и не ограничивается формой вращающегося кулачка.
От модели САПР к фасонной детали
В типичном рабочем процессе для сложной формы проволоки дизайнер создает трехмерную модель. Программист импортирует модель или вручную вводит координаты. Программное обеспечение управления рассчитывает необходимые перемещения осей. Оператор загружает моток проволоки и проводит испытание. Регулировки производятся путем изменения цифр на экране. Нет необходимости обрабатывать пробный кулачок, тестировать его, находить ошибку синхронизации и обрабатывать другой кулачок. Цифровой подход сокращает цикл разработки с недель до дней или даже часов.
Устранение второстепенных операций
Сложные пружины часто требуют отдельных операций изгиба, скручивания или чеканки после первоначального формования. Каждая дополнительная операция увеличивает время обработки, стоимость крепления и возможность ошибок в размерах. Поскольку бескулачковый станок может перемещать несколько осей по скоординированным схемам, многие второстепенные операции могут быть интегрированы в основной цикл. Проволоке придается окончательная форма в ходе одного непрерывного процесса. Это сокращает трудозатраты, улучшает согласованность и сокращает общее время производства.
Создание новых дизайнов продуктов
Инженеры-технологи иногда избегают инновационных геометрических форм пружин, поскольку знают, что формовочное оборудование не может их производить. Когда магазин приобретает программируемый формирователь, эти ограничения меняются. Инженеры могут проектировать пружины, которые оптимизируют распределение силы, уменьшают вес или подходят для плотных сборок, не беспокоясь о возможности использования кулачка. Эта свобода ведет к повышению производительности продукта. В таких секторах, как производство медицинского оборудования, аэрокосмическая промышленность и бытовая электроника, возможность создавать пружины нетрадиционной формы обеспечивает конкурентное преимущество.
Быстрая итерация прототипов
Когда разрабатывается сложная пружина, одна конструкция редко работает идеально. Жесткость пружины может быть слишком высокой, или крючок может задевать другой компонент. В кулачковой системе каждая итерация требует нового набора кулачков, а это медленно и дорого. В программируемой системе оператор редактирует программу и в короткие сроки производит новую партию. Такая быстрая итерация позволяет командам разработчиков протестировать несколько вариантов конструкции и быстрее прийти к решению.
Наши продукты //
Сопутствующие товары




Авторское право © Zhejiang Yinfeng Automation Technology Co., Ltd.. Все права защищены. 