 English
English русский
русский Español
Español 简体中文
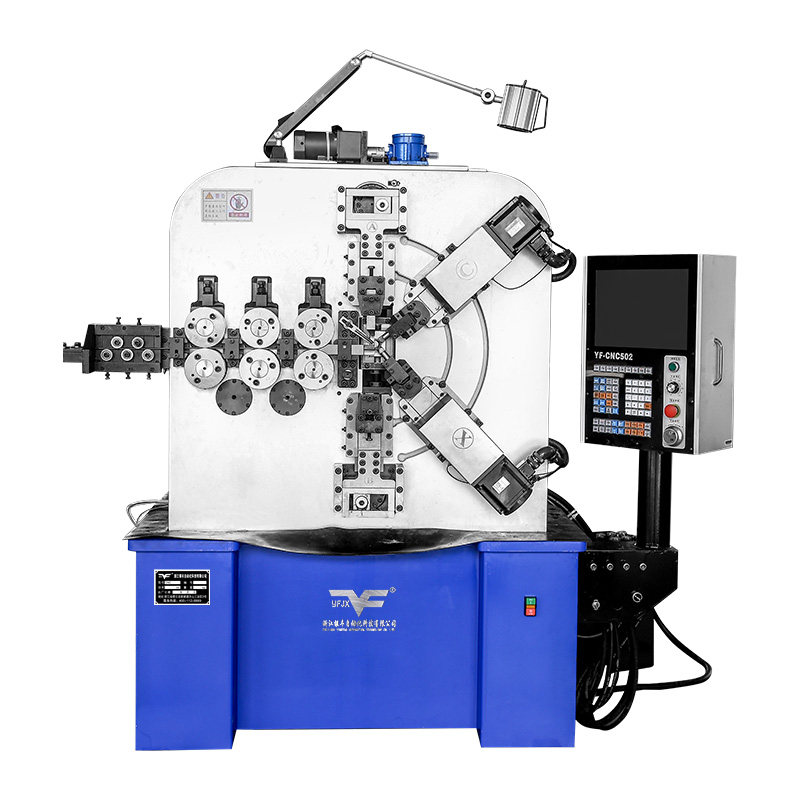
简体中文Машина для изготовления спиральных пружин/продукт/Машина для изготовления спиральных пружин: распространенные неисправности и практические советы по устранению неполадок
Новости отрасли-Бесперебойная работа машины для изготовления спиральных пружин имеет решающее значение для соблюдения производственных графиков и качества продукции. Однако, как и любая сложная механическая система, эти машины могут испытывать проблемы в работе. Распознавание распространенных симптомов, понимание их вероятных причин и систематическое устранение неполадок могут свести к минимуму время простоя. В этом руководстве описаны практические шаги по решению частых проблем.

Проблемы с подачей и выпрямлением проволоки
Основной областью, вызывающей беспокойство, является начальный этап обработки проволоки. Проблемы здесь часто проявляются в виде неравномерной подачи, царапин на проволоке или плохой формы пружин из-за недостаточно выпрямленного материала. Частой причиной является износ подающих роликов или направляющих, которые могут потерять сцепление или профиль канавок. Засоры из-за скопившейся грязи или металлической стружки в направляющих также могут нарушить плавность хода проволоки. Кроме того, неправильные настройки давления на механизме выпрямления могут привести к невозможности надлежащего удаления памяти катушки из проволоки. Устранение неисправностей следует начинать с визуального осмотра и очистки всех компонентов подачи и направляющих. Ключевыми этапами являются проверка и регулировка давления на подающие ролики и выпрямляющие пластины, а также обеспечение их правильного выравнивания. Регулярная ротация или замена изношенных роликов является превентивной мерой.
Проблемы при навивке и формовании пружин
Несоответствующие размеры пружины, такие как изменения внешнего диаметра или шага, напрямую указывают на секцию навивки и формования. Типичным виновником является износ центральной оправки или точки намотки, поскольку он изменяет эффективный диаметр формования. Положение и выравнивание направляющего рычага, направляющего проволоку на оправку, имеют решающее значение; даже небольшие отклонения могут изменить геометрию пружины. Другим источником ошибок может быть сама программа станка, где параметры шага, диаметра или количества витков могли быть введены неправильно. Решение этой проблемы предполагает проверку настроек программы. Следующим шагом является физический осмотр оправки и направляющего рычага на предмет износа и обеспечение их надежного и правильного положения. Внесение небольших постепенных корректировок положения направляющего рычага во время испытания образца является стандартным методом устранения проблем с формовкой.
Проблемы с резкой и отделкой
Окончательная операция резки определяет концы и длину пружины. Заусенцы на обрезанном конце, деформация конечного витка или несоответствующая длина пружины являются частыми признаками неисправности. Тупые или поврежденные режущие лезвия являются основной причиной появления заусенцев и плохого реза. Очень важно точно рассчитать время резки относительно вращения оправки; если этот момент отключен, концевая катушка может раздавиться или обрезаться на неправильную длину. Усилие, приложенное режущим механизмом или поддерживающими инструментами, должно быть достаточным, чтобы удерживать пружину, не повреждая ее. Решения включают заточку или замену режущих инструментов в рамках планового технического обслуживания. Для достижения чистого реза необходима тщательная регулировка кулачка резки или электронного параметра времени, часто при наблюдении за циклом машины в замедленном режиме. Проверка действия и давления опорных пальцев или выталкивателей также помогает обеспечить чистоту отделки.
Предупреждения электрической системы и системы управления
Современные машины предоставляют диагностическую информацию посредством предупреждений или сигналов тревоги системы управления. Они могут варьироваться от уведомлений о перегрузках серводвигателей и ошибках позиционирования до проблем с сигналами датчиков. Систематический подход начинается с изучения руководства по эксплуатации машины для определения конкретного кода сигнализации. Первоначальные проверки должны включать проверку целостности электрических соединений двигателей и датчиков, поиск незакрепленных кабелей или вилок. Также важно убедиться, что никакие механические препятствия не вызывают перегрузку двигателя. Для устранения постоянных или сложных проблем с электричеством рекомендуется привлекать обученный технический персонал.
Культивирование мышления проактивного технического обслуживания
Хотя реагирование на неполадки необходимо, развитие проактивной культуры более эффективно. Внедрение простых ежедневных контрольных списков по очистке, смазке и визуальному осмотру может предотвратить многие проблемы. Ведение журнала неисправностей, их симптомов и решений создает ценную базу знаний для команды, помогая выявлять повторяющиеся проблемы и их основные причины.
Эффективное управление машиной для изготовления спиральных пружин предполагает сочетание наблюдательности, понимания механики и систематических процедур. Методично устраняя распространенные неисправности в системах подачи, формовки, резки и контроля, операторы могут поддерживать стабильный производственный поток и соблюдать стандарты качества.
Наши продукты //
Сопутствующие товары




Авторское право © Zhejiang Yinfeng Automation Technology Co., Ltd.. Все права защищены. 