 English
English русский
русский Español
Español 简体中文
简体中文Устранение распространенных проблем в оборудовании для формовки проволоки
Новости отрасли-Формовка проволоки необходима в различных отраслях производства, от автомобилестроения до электроники. Однако поддержание эффективной работы оборудования для формования проволоки часто является сложной задачей. В этом руководстве рассматриваются общие проблемы с Станки для формовки проволоки с ЧПУ и других типов оборудования для формовки проволоки, предлагая советы по устранению неполадок, которые помогут обеспечить бесперебойную работу и сократить время простоев.

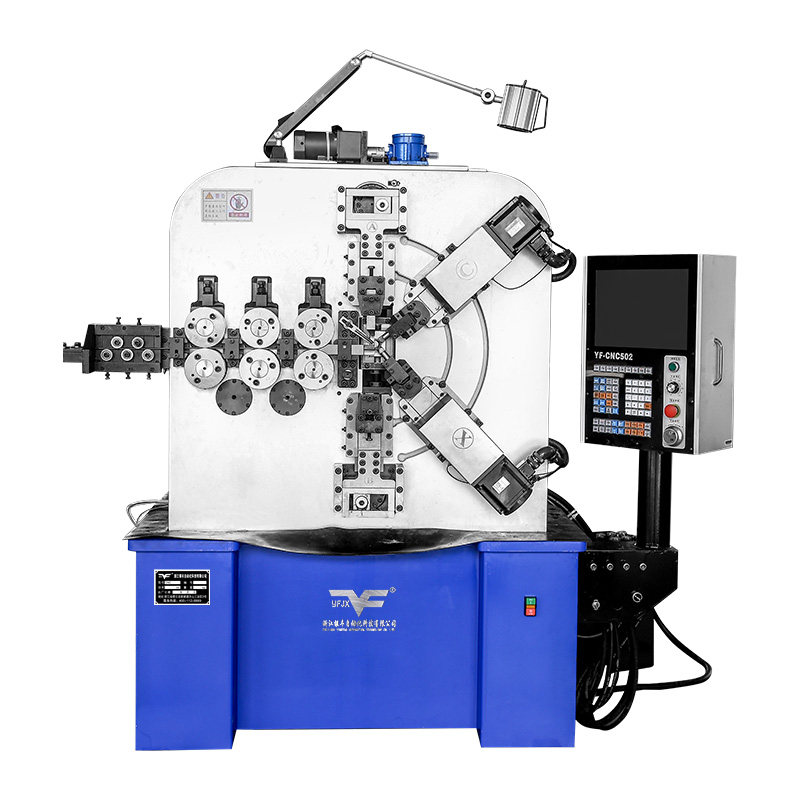
1. Проблемы с оборудованием для формовки проволоки
Оборудование для формования проволоки формирует металлическую проволоку различных конфигураций с помощью специального оборудования. Машины для формования проволоки с ЧПУ повышают точность и автоматизацию процесса, но они не лишены проблем. К частым проблемам относятся несоосность, неожиданный износ, ошибки программирования и остановка оборудования. Выявление и устранение этих проблем на раннем этапе помогает обеспечить бесперебойное производство и свести к минимуму простои.
2. Проблема: смещение проволоки в машине.
Несоосность — частая проблема, которая может привести к неправильному формированию проволоки, что приведет к выходу деталей из строя. Машины для формования проволоки с ЧПУ требуют, чтобы проволока была идеально выровнена на протяжении всего процесса для обеспечения точности.
*Решение: проверьте, нет ли незакрепленных направляющих или подающих роликов, которые могут вызывать отклонение проволоки. Осмотрите ролики на предмет износа или повреждений и при необходимости замените их. Также полезно периодически калибровать выпрямители проволоки, чтобы обеспечить выравнивание. Регулировка настроек натяжения механизма подачи проволоки может предотвратить его отклонение от курса.
3. Проблема: неодинаковые углы изгиба проволоки.
Непостоянные углы изгиба могут привести к тому, что детали не будут соответствовать стандартам качества. Эта проблема может быть связана с неточным программированием или механическими неисправностями оборудования для формовки проволоки.
*Решение: проверьте настройки программирования машины и убедитесь, что параметры соответствуют проектным спецификациям. Незначительная корректировка угла изгиба часто позволяет исправить несоответствия. Кроме того, убедитесь, что гибочные матрицы не засорены и надежно закреплены. Ослабленные или изношенные матрицы могут привести к изменениям углов изгиба. Для станков с ЧПУ для формования проволоки также может помочь сброс настроек программного обеспечения до заводских настроек по умолчанию и перепрограммирование их для повышения производительности.
4. Проблема: чрезмерный износ инструмента.
Износ инструмента неизбежен, но частый или чрезмерный износ таких компонентов, как фрезы, штампы или гибочные инструменты, указывает на проблему, которая может сократить срок службы оборудования.
*Решение: регулярно проверяйте инструменты на предмет износа и при необходимости заменяйте их. Использование более низких скоростей и снижение скорости подачи может минимизировать износ чувствительных компонентов. Для станков с ЧПУ рассмотрите возможность использования более твердых материалов, которые лучше противостоят трению, или применения смазки для уменьшения износа. Кроме того, убедитесь, что вы используете правильные настройки инструмента и материалы для работы.
5. Проблема: машина глохнет во время работы.
Остановки машин мешают производству. Остановка оборудования для формования проволоки часто происходит из-за неправильной подачи проволоки или проблем с двигателем.
*Решение: Сначала проверьте систему подачи проволоки. Неправильная подача может привести к остановке оборудования, поэтому убедитесь, что проволока подается плавно и без перебоев. Осмотрите двигатель на наличие признаков перегрева или необычных шумов, поскольку они могут указывать на основную проблему. Станки для формования проволоки с ЧПУ могут остановиться из-за перегрузки программирования; уменьшение сложности программы и обеспечение совместимости всех настроек с возможностями машины может помочь предотвратить зависания.
6. Проблема: частые поломки станков с ЧПУ для формовки проволоки.
Частые поломки станков для формования проволоки с ЧПУ обычно происходят из-за механических перегрузок, плохого обслуживания или неправильного использования.
*Решение: соблюдайте строгий график технического обслуживания, регулярно очищая и смазывая движущиеся части машины. Осмотрите механические компоненты и электрические соединения, поскольку ослабление соединений может привести к перебоям в подаче электроэнергии. Операторы также должны быть надлежащим образом обучены, чтобы предотвратить неправильную работу.
7. Проблема: ошибки программирования на станках для формовки проволоки с ЧПУ.
Ошибки программирования часто встречаются на станках с ЧПУ, особенно при работе со сложными конструкциями или новыми операторами.
*Решение: внимательно проверьте программный код на наличие синтаксических ошибок или неправильно настроенных параметров. Многие станки с ЧПУ для формования проволоки оснащены диагностическими инструментами, которые могут помочь выявить ошибки программирования. Обучение операторов правильному программированию и устранению основных проблем с программным обеспечением может свести к минимуму ошибки программирования. Для дополнительной безопасности всегда делайте резервную копию настроек и запускайте пробную программу перед началом производства.
8. Проблема: несовместимость материалов.
Использование несовместимых материалов проволоки может привести к снижению производительности оборудования для формовки проволоки.
*Решение: Всегда проверяйте совместимость материала провода со спецификациями оборудования. На станках для формования проволоки с ЧПУ часто имеются рекомендации по типам проволоки, поэтому их соблюдение может предотвратить проблемы. Если материал необходимо использовать, несмотря на его несовместимость, рассмотрите возможность регулировки скорости подачи, скорости или углов инструмента, чтобы свести к минимуму воздействие на станок. Тестирование образца перед началом серийного производства может помочь выявить потенциальные проблемы на ранней стадии.
Наши продукты //
Сопутствующие товары




Авторское право © Zhejiang Yinfeng Automation Technology Co., Ltd.. Все права защищены. 